|
SPRING COIL
 
Sp�hl AG develops and produces wire forming machines in Switzerland for the automatic and semi-automatic production of spring units and sells them to spring units and mattress manufacturers as well as to upholstery manufacturers in 150 countries around the world. The following machine groups are part of the current manufacturing program: coiling machines, assembly machines, transfer machines, pocket spring machines and special machines.
FC-60
Automatic spring coiling machine for Bonnell springs
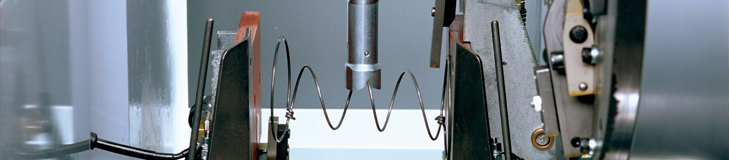
The automatic spring coiling machine FC-60 is a straightforwardly designed compact unit for producing Bonnel Springs
Description of operation
The wire, which is fed from the swift, is wound into a spring in four steps. After the coiling process, the spring 6 star-shaped conveying arms and are then advanced in increments. The ends of the spring are knotted on the front into end rings and then heat-treated between two electrodes. This heat treatment at circa 300� C relaxes the spring that has become tense from the coiling process and reduces the setting loss. Finally, the completed springs arrive at the spring offl oad point, where they are uniformly stacked for further processing.
MDC-80 / Low Height
Automatic spring coiling machine for Bonnell springs
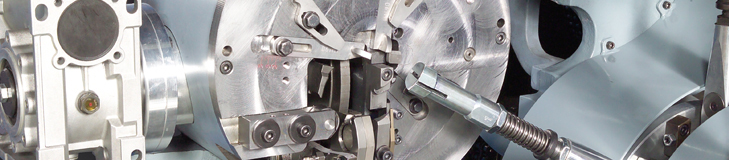
The automatic spring coiling machine MDC-80 is a straightforwardly designed compact unit for producing Bonnel springs
Description of operation
The wire, which is fed from the swift, is wound into a spring in four steps. After the coiling process, the spring 6 star-shaped conveying arms and are then advanced in increments. The ends of the spring are knotted on the front into end rings and then heat-treated between two electrodes. This heat treatment at circa 300� C relaxes the spring that has become tense from the coiling process and reduces the setting loss. Finally, the completed springs arrive at the spring offl oad point, where they are uniformly stacked for further processing.
POCKET SPRING
Sp�hl AG develops and produces wire forming machines in Switzerland for the automatic and semi-automatic production of spring units and sells them to spring units and mattress manufacturers as well as to upholstery manufacturers in 150 countries around the world. The following machine groups are part of the current manufacturing program: coiling machines, assembly machines, transfer machines, pocket spring machines and special machines.
PA-490
High speed machine - full automatic assembly machine for pocket springs
Using this automatic assembly machine, PA-490, pocket spring row can be processed into springs units of different dimensions. The connection can either be realized using �centre� gluing only or using �top/bottom� gluing by applying a non-woven cover material.
Description of operation
The endless pocket spring rows are directly fed from the spring coiling machine or containers to the machine via 3 feeding units. The cutting device shortens the spring rows to the requested length. During the same work step, the resulting pocket opening is welded closed on both sides usingan ultrasonic welding machine. Next, the pre-cut spring row are exactly positioned in vertical orientation in front of the loading position in a belt-driven channel. At the same time the gluing valves approach and spray the already loaded spring rows with hot melt. Next, the ejector glues the spring row to the previously processed spring row. The pocket spring unit pushed onto the unit output table are now ready for further processing.
P-455
High speed pocket spring machine
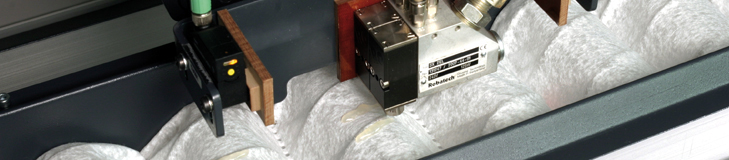
The P-455 produces continuous strings of pocket springs.
Description of operation
Wire and non-woven fabric are fed from swifts and processed into pocket spring strings. Prior to the coiling process, the wire is heat-treated between 4 electrodes. This heat treatment eliminates the tension generated in the wire during coiling and thus reduces the setting loss. The hot wire is pre-programmed to coil to a predefined spring, cut and transported into a cooling wheel using the stacking device. The springs are cooled down via air circulation and then transported to the fabric track, where a loading slider slides the now cooleddown spring into a prepared fleece tube. The pockets are generated using ultrasonic welding units, and the endless pocket spring string exits the machine for further processing, e.g. on the versatile Sp�hl assembly machine PA-490.
P-395
Universal pocket spring machine
The P-395 produces continuous strings of pocket springs.
Description of operation
Wire and non-woven fabric are fed from swifts and processed into pocket spring strings. Prior to the coiling process, the wire is heat-treated between 4 electrodes. This heat treatment eliminates the tension generated in the wire during coiling and thus reduces the setting loss. The hot wire is pre-programmed to coil to a predefined spring, cut and transported into a cooling wheel using the stacking device. The springs are cooled down via air circulation and then transported to the fabric track, where a loading slider slides the now cooleddown spring into a prepared fleece tube. The pockets are generated using ultrasonic welding units, and the endless pocket spring string exits the machine for further processing, e.g. on the versatile Sp�hl assembly machine PA-490.
P-351
Economic Pocket Spring Assembler
With this semi-automatic assembly machine PA-351 strings of pocket springs are processed into innerspring units of differing dimensions
Description of operation
The stings of springs that have been cut to the desired lengths are placed into the machine and further conveyed by means of a turning motion of the inserting station (drum). Then the drum stops automatically and hot melt is applied to the inserted string of springs in the ejection device and then pushed onto the support table. The pocket spring units then lie there awaiting further processing.
PA-391
Assembler Semi-automatic pocket spring assembler
Stings of pocket springs are processed into innerspring unit of varying dimensions in this semi-automatic assembly machine PA-391. The bond may be performed either simply "on center" or by applying a fabric covering along with "upper/lower" gluing.
Description of operation
The strings of springs that have been cut to the desired lengths are placed into the designated device. Depressing the foot pedal begins an automatic procedure. First, the hot melt required for the processing is applied to the strings of springs by means of application jets. The strings of springs are then glued to the preceding string of springs through the ejection device. The pocket spring units that have been moved onto the support table are then ready for further processing.
PA-350
Economic pocket spring machine
The P-350 produces continuous strings of pocket springs.
Description of operation
The wire is fed from the swift and wound into pocket springs. After the coiling process, the springs are heat-treated between two electrodes. This heat treatment relaxes the springs that become tense from the coiling process and reduces the setting loss. Subsequently, they are cooled in the cooling channel by means of an air ventilator and then conveyed to the spring setting station. The springs are compressed and inserted into the folded band of fabric, which comes from the roller and has been horizontally folded over a forming shoulder. The ultrasound welding units then create the pockets. The resulting continuous strings of pocket springs are cut to the desired lengths in the cutting device.
|